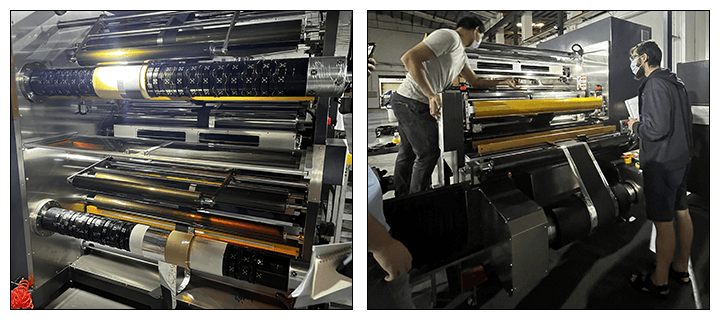
Automatic Roll to Roll Slitting Machine for Lithium Battery Production Line
1.Introduction
■ Function
To realize the continuous cutting of the battery pole sheet coil into the coil required by the process specification size and quality.
■ Principle:
The pole piece unwinding is controlled by automatic closed-loop tension control, the servo motor drives the hob for slitting, after slitting, the real-time tension of winding is detected by the upper and lower tension detection guide rollers, and the winding speed is controlled by frequency conversion motor, the winding diameter is detected automatically, and the winding tension is controlled.
■ Composition of Main Components
◆ Unwinding Mechanism
The outer diameter of the unwinding reel is 3 inches, the unwinding adopts the air expansion type, the unwinding load is Max 500 kg, the belt connecting platform, automatic tension detection control and deviation correction.
① Automatic Tension Detection and Control
By connecting a magnetic powder brake at the end of the unwinding air expansion shaft, the unwinding tension can be realized by giving the unwinding shaft a controllable resistance opposite to the traction direction.
② Rectifying Mechanism
Single induction probe is used to find out the side and correct the deviation, and the high precision correction system is selected. The correction accuracy is as follows: ± 0.1mm, deviation correction stroke: ≥ 120mm. The position adjustment mechanism of the sensor adopts screw adjustment, and it is equipped with digital scale and handle type locking mechanism.
◆ Pole Piece Active Traction Mechanism
The position of the main drive cot and pinch roll can be adjusted by thread (to ensure that both sides can be adjusted independently), so as to eliminate the wrinkle of the diaphragm. A safety bar is added at the main driving roll to follow the lifting movement of the pinch roll.
◆ Electrode Active Slitting Mechanism
By replacing the spacer with the cutter die, the pole pieces with different widths can be cut. Supporting tool holder 2 pairs / set.
|
NO.
|
Project
|
Technical Parameter
|
|
1
|
Slitting mode
|
It is used for slitting the cathode and anode plates. It adopts the straight slitting method of no gap hanging roller shear. The tool is installed and replaced as a whole. The minimum cutting width of knife set is 32mm. The lower cutter shaft adopts servo motor drive control, and the upper and lower cutter shafts adopt synchronous linkage.
|
|
2
|
Tool adjusting rod
|
The feeding and discharging angles of the slitting knife are easy to adjust, and the cutting and discharging positions are highly visible and have observation angles
|
|
3
|
Turret configuration
|
One machine is equipped with two sets of tool holders (one for use and one for standby) (only including tool holders)
|
|
4
|
Spacer configuration
|
One machine is equipped with 2 sets of spacer (cutting width to be determined)
|
|
5
|
Blade
|
Equipped with domestic high-precision disc blade, the blade material is imported cemented carbide, the blade outer diameter is: φ 130mm. The thickness of the upper blade is 1 mm with 30 degree edge; The thickness of the lower blade is 3mm, with a 90 degree edge.
|
|
6
|
Carriage assembly handling trolley
|
2 sets / machine.
|
◆ Dust Removal Mechanism
The surface of the electrode is cleaned by brush.
|
NO.
|
Project
|
Technical Parameter
|
|
1
|
Pole piece dust removal method
|
After cutting, four independent rolling brushes are used for dust removal on both sides of the material, and each rolling brush speed is controlled separately, and the rolling brush speed is 115r / min. At the same time of rolling brush, it is equipped with a vacuum cleaning device to absorb the dust (the vacuum source is provided by the customer's factory), and the brush dust removal device can be easily opened and closed, which is convenient for threading.
|
|
2
|
Dust collection method
|
Vacuum cleaning
|
|
3
|
Dust removal requirements
|
After dedusting, the surface of electrode plate is not more than 25 μ M foreign body
|
|
4
|
Vacuum cleaner noise
|
≤72db
|
◆ Winding Mechanism
The inner diameter of the winding drum is 3 inches. The double end support structure is required. The support cantilever at the blanking side is designed based on the principle of four point mechanism. A detachable supporting plate is added between the upper and lower layers of the winder for sticking the dust paper. The single side of the winding and pressing mechanism is chrome plated roller. The triangular groove for translation is treated with non-metal treatment to avoid wearing metal. High quality slip shaft is used for winding.
◆ Edge Waste Disposal
The pinch roll is driven by the motor to output the waste material. The independent pinch roll device can pinch the edge waste material after cutting. The tension of the edge waste material can be adjusted manually. The width of the waste material is 3-5mm (coating position).
3.Technical Parameters
■ Qualified rate of equipment products: ≥ 99.8% (reject defective materials).
■ Equipment design speed: Mechanical design speed max.60m/min; Operating speed range: 5-50m/min, equipment acceptance speed: ≥ 45m/min.
■ Equipment failure rate: ≤ 1% (excluding bad incoming materials, power supply, gas supply and other factors).
■ Electrical equipment: Voltage AC380V ± 10%, 3-phase, 50 Hz, current 40 A.
■ Compressed air: Pressure 0.6MPa, flow rate 0.2m3/min, outer diameter of interface pipe 12mm.
■ Vacuum source: Pressure - 20KPa, flow rate 6-12m3 / min, interface pipe diameter dn70mm.
■ Manufacturing and assembly accuracy of equipment:
◆ The run out of the tool module assembly is ≤ 10 μ m. The electrode with different width can be cut by changing the spacer sleeve with tool die.
◆ Guide roller manufacturing and assembly accuracy requirements:
① The surface roughness Ra of guide roller is 0.4; The cylindricity of guide roller is ≤ 0.03mm, and the total runout of guide roller after installation is ≤ 0.05mm;
② Parallelism of guide roller: measured with special measuring tool, deviation ≤ 0.05mm;
③ Deviation of guide roller center line: the deviation measured with a tape is ≤ 1.0 mm;
④ Levelness of equipment benchmark and guide roller after installation: ≤ 0.05mm/1.0m;
■ General requirements
◆ There are start-up, stop and emergency stop switches on the vertical plate of the tool rest, which are used for pole piece size inspection, appearance inspection and troubleshooting.
◆ LED lights are added to the position of the take-up roll.
◆ The reference parts are designed with locating pins and holes, and the site installation reference line is marked.
◆ The layout of gas pipe and line shall be centralized and hidden as far as possible. The exposed parts shall be horizontal and vertical, and the total score shall be in order. Black casing and trunking shall be used for covering). The position of solenoid valve shall be centralized and hidden.
◆ The appearance of the equipment shall meet the requirements of the buyer's equipment appearance specification, and shall be painted with computer gray.
◆ The equipment has adjustable foundation.
■ Winding tension max.100n, digital quantitative adjustment, adjustment accuracy: 2N, tension set value and actual value deviation ≤ 5%; The minimum tension can be set: 5N;
■ Operating environment of equipment: indoor 10-35/ humidity 30-70%, no condensation, no combustible and no corrosive gas.
■ It has the storage function of process parameters, the meter counting function of winding, total meter, the meter counting function of knife group service life and the early warning function; With production batch statistics function, production time and standby, failure time statistics function; With fault help and query function.
■ Communication interface requirements: equipment controller, PLC output all information through RS232.
Specifications and Application Scope of Incoming Materials
■ Size and Specification of Incoming Materials
Copper foil, aluminum foil or continuous or intermittent coating of battery materials on them, the incoming electrode piece and edge area have no obvious wrinkles, bulging and other phenomena.
|
Project
|
Unit
|
Specifications
|
|
Type
|
/
|
Anode /Cathode
|
|
Thickness
|
mm
|
≦0.2
|
|
Width
|
mm
|
≦650
|
|
Width deviation
|
mm
|
≦±0.3
|
|
Inner diameter of drum
|
mm
|
76.2
|
|
Coil weight
|
kg
|
≦500
|
|
Roll diameter
|
mm
|
≦600
|









 en
en fr
fr de
de ru
ru es
es pt
pt ko
ko tr
tr pl
pl th
th
























 IPv6 network supported
IPv6 network supported




